2020, Feb 10 | Francesco Robotti, Technology & Business Development Manager at Lincotek Medical discusses about the Better design for implant manufacture
There’s an obvious desire to continually improve design capability to support implant manufacturing. That’s why we recently teamed up with the University of Trento’s Department of Industrial Engineering to examine AM Open Cell porous Ti structures. We were looking specifically at their compressive strength, pore size, strut size, porosity and wear resistance.
In order to enable the direct osseointegration of implants, the manufacture of the titanium surface porous structure is absolutely critical. But there is a specific range of pore sizes that best facilitate the colonization of the titanium by the host bone. What’s more, the interconnectivity between the pores is of huge importance too. Any pores in the titanium net must open outwardly and inwardly to their neighbors. And when it comes to the interconnection, the pore responsible must be large enough to accommodate the proper circulation of body fluid.
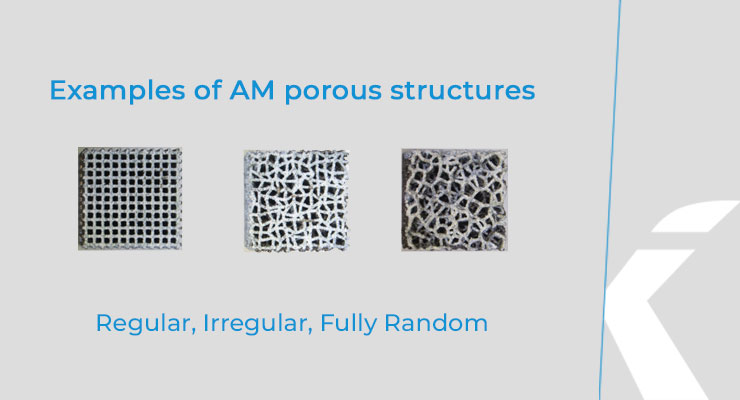
There’s yet another fact to take into account though. Absolute porosity. You need a certain percentage to ensure good osseointegration, but there is a trade-off. The higher the porosity, the poorer the mechanical performance. For mechanical performaces assuming what previously said all the same still the geometric arrangements of pores and struts in the space has a dramatic importance in getting totally different outcomes (eg the struts morphology: curved arches vs straight lines; pores square vs round vs irregular geometric etc.. In addition of critical importance for stiff Vs elastic behavior is the relationship between the loading force direction and struts direction (see also explanation in the email text). If the are fully aligned the porous lattice will behave fully rigid (Max stiffness), if load and struts have different directions (angle) the lattice behave flexible
You take all of these factors into account when designing a model that can be used for 3D printing, but then encounter a specific problem. The printing process releases actual porous net that differs from the 3D model. Why? Well, it might be to do with the powder size used in the raw material, the laser-spot diameter, the actual dimensions of the melting pool and the orientation of the part during the build.
Through our experimentation, we found the correlation between the nominal 3D model and the actual dimensions in the real parts for a few types of porous networks. This allows us to use a mathematical model to anticipate the mechanical behavior at compression against porosity.
If the porous structure is too stiff, we experience stress shielding, which may lead to bone resorption in the long run. If it is too elastic, the micromotion at the interface is too wide and the bone is over-stressed mechanically. This can result in local necrosis and substitution with fibrotic tissue.
Now, at least when using a specific metal laser-based 3D printer, we should be able to design porous titanium networks with a much clearer idea of the final outcome in relation to pure morphology, pore dimensions, porosity and mechanical performance.